
Industrial Machine Vision System
- Home
- Services
Introduction
Industrial machine vision systems are advanced inspection solutions used in modern manufacturing industries. These systems use cameras, sensors, and intelligent software to capture images of products during the production process. The images are analyzed automatically to detect defects and ensure product quality.
In today’s competitive manufacturing environment, maintaining consistent quality while increasing production speed is essential. Industrial machine vision systems play a critical role in achieving this balance by enabling automated inspection and monitoring. These systems reduce dependency on manual inspection and ensure that every product meets predefined standards.
Manufacturers today need high accuracy and fast production at the same time. Industrial machine vision systems help companies achieve both goals. They automate the inspection process and reduce the need for manual checking.
How the System Works
Industrial machine vision systems work by capturing images of products as they move along the production line. Special lighting and high-resolution cameras ensure that every detail of the product is clearly visible.
The software then analyzes these images using advanced image processing technology. If the system detects a defect such as a scratch, missing component, or incorrect assembly, it immediately alerts the operator.
In many cases, these systems are connected to control units that can take instant corrective actions, making the entire inspection process seamless and efficient.
Key Features
Real-Time Inspection
One of the most important features of industrial machine vision systems is real-time inspection. The system analyzes images instantly and provides immediate feedback. This allows manufacturers to detect problems early and prevent defective products from moving further in the production process.
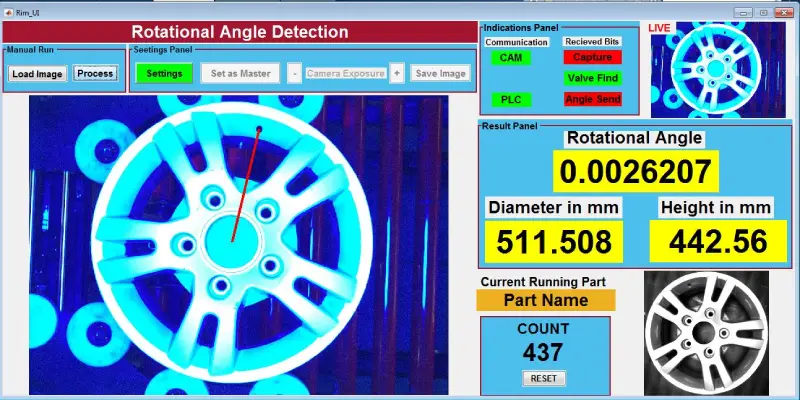
Automated Measurement
Another key feature is automated measurement. Industrial machine vision systems can measure product dimensions and verify whether they match the required specifications. This improves accuracy and consistency.
High-Speed Processing
Industrial machine vision systems are designed to operate at high speeds, making them ideal for fast-paced production lines. They can inspect hundreds or even thousands of products per minute without compromising accuracy.
Quality Inspection
Industrial machine vision systems are widely used for quality inspection in manufacturing. They can detect surface defects, color variations, incorrect shapes, and missing parts.
These systems can also verify labels, barcodes, and packaging quality. By performing these checks automatically, companies can maintain consistent quality standards across large production volumes.
Applications in Industry
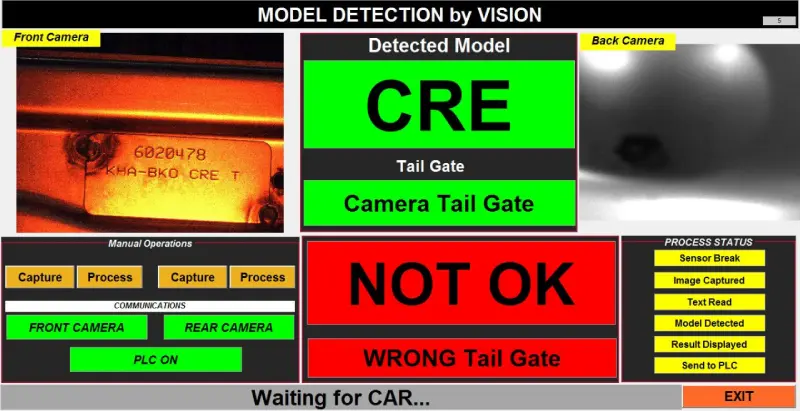
Industrial machine vision systems are used in various industries such as automotive, electronics, pharmaceuticals, and packaging. In the automotive industry, they inspect engine parts and mechanical components.
In electronics manufacturing, industrial machine vision systems check circuit boards to ensure that components are placed correctly. In packaging industries, they verify product labels and ensure that barcodes are readable.
Benefits for Businesses
Using industrial machine vision systems provides several benefits for businesses. One major advantage is improved product quality. Automated inspection ensures that defects are detected quickly and accurately.
Another benefit is increased production efficiency. Industrial machine vision systems can inspect products much faster than manual inspection. This allows production lines to operate at higher speeds without compromising quality.
Reducing Human Error
Manual inspection processes often depend on human judgment, which can sometimes lead to errors or inconsistent results.
Industrial machine vision systems reduce these risks by performing inspections automatically and consistently. Every product is evaluated using the same standards, improving reliability.
Integration with Automation
Industrial machine vision systems can be integrated with automation equipment such as PLC controllers and robotic systems. This integration creates a more efficient production environment.
For example, if a defect is detected, the system can automatically remove the faulty product from the production line. This prevents defective products from reaching customers.
Future of Vision Technology
Industrial machine vision systems continue to evolve with advancements in artificial intelligence and machine learning. These technologies enable systems to detect more complex defects and improve inspection accuracy. Advanced vision and automation solutions from JV Technosoft Pvt Ltd help industries implement smarter and more efficient inspection systems.
As industries continue to adopt automation and smart manufacturing, industrial machine vision systems will play an even more important role in maintaining quality and efficiency.